| 1. 2) | 2. 4) | 3. 4) | 4. 4) | 5. 1) | 6. 1) | 7. 3) | 8. 4) | 9. 1) | 10. 3) |
| 11. 1) | 12. 1) | 13. 2) | 14. 2) | 15. 3) | 16. 2) | 17. 1) | 18. 3) | 19. 4) | 20. 2) |
| 21. 3) | 22. 3) | 23. 3) | 24. 1) | 25. 2) | 26. 4) | 27. 2) | 28. 3) | 29. 1) | 30. 4) |
| 31. 2) | 32. 1) | 33. 2) | 34. 1) | 35. 4) | 36. 4) | 37. 4) | 38. 4) | 39. 3) | 40. 2) |
| 41. 3) | 42. 1) | 43. 2) | 44. 2) | 45. 4) | 46. 1) | 47. 4) | 48. 1) | 49. 1) | 50. 2) |
| 51. 3) | 52. 4) | 53. 2) | 54. 3) | 55. 4) | 56. 3) | 57. 1) | 58. 4) | 59. 4) | 60. 2) |
모르는것은 잘못이 아니다.
모르면 물어봐라.
모르면 들은것이나 본것을 적어라.
이해가 안되면 또 물어봐도 된다.
모른다고 지나치는것은 잘못이다.
지식은 내가 노력한 만큼 쌓인다.
지식은 내가 공들인 시간에 비레해서 기억에 남는다.
1. 다음 설명에 해당하는 3D 스캐너 타입은?
*물체 표면에 지속적으로 주파수가 다른 빛을 쏘고 수신광부에서 이 빛을 받을 때 주파수의 차이를 검출해 거리 값을 구해 내는 방식
1) 핸드헬드 스캐너
2) 변조광 방식의 3D스캐너
3) 백색광 방식의 3D스캐너
4) 광삼각법 3D 레이저 스캐너
| 헨드헬드 | 변조광 방식 |
| 핸드헬드 스캐너는 3D 이미지를 얻기 위해, 앞에서 언급된 광 삼각법을 주로 이용합니다. 점(dot) 또는 선(line) 타입의 레이저를 피사체에 투사하는 레이저 발송자와 반사된 빛을 받는 수신 장치(주로 CCD)와 내부 좌표계를기준좌표계와 연결하기 위한 시스템으로 구성되어 있습니다. 기준좌표 와 연결하기 위한 시스템은 정밀한 인코더가 부착된 소위 이동형 CMM이라고 불리는 접촉식 로봇 팔과 유사한 장치의 끝 단에 스캐너가 직접 붙여서 구성되기도 하고, 기준 좌표 계를 만들기 위한 마크를 피사체 표면에 붙여서 해결하기도 합니다. 최근에는 모션 트레킹 시스템과 유사하게, 외부에 두 대 이상의 카메라가 스캐너의 동작을 따라갈 수 있도록, 스 캐너 외부에 6개의 자유도를 측정할 수 있는 적외선 발신자(infrared light emitting diode)를 붙여, 스캐너 외부에 설치된 트레커(tracker)가 이 발 신자의 위치를 추적을 합니다. 이 정보를 이용해 내부좌표계로 생성된 3D 이미지데이터를 기준좌표계로 변환시키는 시스템들도 다수 출현했습니다.  |
변조광 방식의 3D 스캐너는 물체 표면에 지속적으로 주파수 가 다른 빛을 쏘고 수광부에서 이 빛을 받을 때, 주파수의 차이를 검출해, 거리 값을 구해내는 방식으로 작동합니다. 이 방식은 스캐너가 발송하는 레이저 소스 외에 주파수가 다른 빛의 배제가 가능 해 간섭에 의한 노이즈를 감쇄 시킬 수가 있습니다. 이런 타입의 스캐너는 TOF방식의 단점인, 시간 분행능에 대한 제한이 없어 훨씬 고속(약1M Hz)으로 스캔이 가능한데 비해 레이저의 세기가 약한데, 이는 일정 영역의 주파수 대를 모두 사용해야 하기 때문입니다. 따라서, 중거리 영역인 10~30 m 영역을 스 캔 할 때 주로 이용이 됩니다.  |
| 백색광 방식 | 광삼각형 |
| 백색광 방식 스캐너는 특정 패턴을 물체에 투영하고 그 패턴 의 변형 형태를 파악해 3D 정보를 얻어냅니다. 여기에 사용 되는 패턴은 여러 가지가 있는데 1차원 패턴 방식은 선 (line) 형태의 패턴을 LCD 프로젝트나 움직이는 레이저(sweeping laser)를 이용해 물체에 프로젝션 시킵니다. 카메라는 프로젝 트로부터 적당한 거리(대부분 피사체에 크기에 따라 가변적 임)를 두고 위치 하는데, 패턴에서 라인을 인식하고, 그 라인을 구성하는 모든 화소의 깊이 값은 광 삼각법을 이용해 구 해 냅니다. 1차원 패턴 방식은 하나의 라인 패턴을 물체를 죽 훑어 내는 방식인데 반해 2차원 패턴 방식은 그리드(grid)또 는 스트라이프 무늬의 패턴이 이용됩니다. 스트라이프나그리드 를 사용할 경우엔 1차원 패턴 방식보다 많은 데이터를 얻 을 수 있으나 물체의 형태에 따라, 패턴의 순서가 바뀔 수가 있다는 것이 기술적인 병목이었다가 최근 들어 MLT (Multistripe Laser Triangulation)이라고 불리는 방식 이 개발되어 이러한 한계가 극복이 되었습니다.백색광 방식의 최대 장점은 그 측정 속도에 있습니다. 한번에 한 점씩 스캔하는게 아니라, 전체 촬상영역(Fied of View, FOV) 전반에 걸려 있는 모든 피사체의 3D 좌표를 한번에 얻어 낼 수 있습니다. 이점 때문에 모션장치에 의한 진동으로 부 터 오는 측정 정확도의 손실을 획기적으로 줄일 수 있으며 어떤 시스템들은 움직이는 물체를 거의 실시간으로 스캔 해낼 수도 있습니다. 이 때문에 특히 산업 계에서 정밀한 스캐닝을 위한 목적으로 널리 사용되고 있습니다.  |
TOF 방식 스캐너의 핵심기술은 3차 인지 파인더(Range Finder or Laser Range Finder)라고 불리는 빛(주로 레이저) 을 물체 표 면에 조사하여, 그 빛이 돌아오는 시간을 측정해서, 물체와 측정원점 사이의 거리를 구하는 기술입니다. TOF방식의 정확도는 시간을 얼마나 정확하게 측정할 수 있 는가에 좌우되는데, 현재 기술로는 약 3.3 picoseconds(1조 분의 1초)의 측정이 가능하므로, 이 방식은 약 1 mm 단위까지가 측정이 한계라고 볼 수 있습니다. 따라서 토목 측정이나, 건물 등 대형물 측정에 많이 활용됩니다. 레인지 파인더는 오직 측정기가 바라보는 방향(direction of view) 으로의 거리 밖에 못 구하기 때문에, TOF 3D 스캐너는 이 레이저의 방향을 정밀하게 바꿔주는 장치가 추가됩니다. 이 장치에는 레이저가 발사되는 소스를 직접 모터를 이용해 움직이는 방식과 회전거울을 이용 하는 방식이 있는데, 거울을 이용하는 방식이 훨씬 더 가볍고 더 빠르고, 더 정확한 조정 이 가능해서 대부분 이 방식을 채택하고 있으며 대부분 초당 10,000~ 100,000개의 점군을 얻는 속도로 측정이 가능합니다.  |
https://www.prototech.co.kr:40007/product/3d_scanners/scanning_method1.asp

2. 패턴 이미지 기반 스캐너에 대한 설명으로 옳지 않은 것은?
1) 대상물에 변형이 된 패턴을 카메라에 서 측정하고 모서리 부분들에 대한 삼각측량법으로 3차원 좌표를 계산한다.
2) 광 패턴을 이용하기 때문에 한꺼번에 넓은 영역을 빠르게 측정할 수 있다.
3) 휴대용으로 개발하기가 용이하다.
4) 먼 거리의 대형 구조물의 측정에 적당하다.
- 백색광 방식 스캐너는 특정 패턴을 물체에 투영하고 그 패턴 의 변형 형태를 파악해 3D 정보를 얻어냅니다. 여기에 사용 되는 패턴은 여러 가지가 있는데 1차원 패턴 방식은 선 (line) 형태의 패턴을 LCD 프로젝트나 움직이는 레이저(sweeping laser)를 이용해 물체에 프로젝션 시킵니다. 카메라는 프로젝 트로부터 적당한 거리(대부분 피사체에 크기에 따라 가변적 임)를 두고 위치 하는데, 패턴에서 라인을 인식하고, 그 라인을 구성하는 모든 화소의 깊이 값은 광 삼각법을 이용해 구 해 냅니다.
1차원 패턴 방식은 하나의 라인 패턴을 물체를 죽 훑어 내는 방식인데 반해 2차원 패턴 방식은 그리드(grid)또 는 스트라이프 무늬의 패턴이 이용됩니다. 스트라이프나그리드 를 사용할 경우엔 1차원 패턴 방식보다 많은 데이터를 얻 을 수 있으나 물체의 형태에 따라, 패턴의 순서가 바뀔 수가 있다는 것이 기술적인 병목이었다가 최근 들어 MLT (Multistripe Laser Triangulation)이라고 불리는 방식 이 개발되어 이러한 한계가 극복이 되었습니다.백색광 방식의 최대 장점은 그 측정 속도에 있습니다.
한번에 한 점씩 스캔하는게 아니라, 전체 촬상영역(Fied of View, FOV) 전반에 걸려 있는 모든 피사체의 3D 좌표를 한번에 얻어 낼 수 있습니다. 이점 때문에 모션장치에 의한 진동으로 부 터 오는 측정 정확도의 손실을 획기적으로 줄일 수 있으며 어떤 시스템들은 움직이는 물체를 거의 실시간으로 스캔 해낼 수도 있습니다.
이 때문에 특히 산업 계에서 정밀한 스캐닝을 위한 목적으로 널리 사용되고 있습니다.
3. FDM 방식 3D 프린팅 작업을 위해 3D형상 데이터를 분할하는 경우 고려해야 할 항목으로 가장 거리가 먼 것은?
1) 3D 프린팅 출력 범위
2) 서포터 생성 유무
3) 출력물의 품질
4) 익스트루더의 크기

- Ender-5 압출기
- 노즐 직경은 보통 0.4mm를 사용한다.
4. 압출기 노즐의 직경이 0.5mm인 3D 프린터의 레이어 두께로 적당하지 않은 수치는 어느 것인가?
1) 0.2mm
2) 0.25mm
3) 0.3mm
4) 0.5mm
- 노즐 직경과 레이어의 두께는 상관관계가 없다.
0.5mm 레이어 두께로 한다면 노즐을 두꺼운걸로 사용한다면 가능하다.
일반적을 0.4mm 노즐 직경에 레이어두께를 0.5mm를 한다면, 레이어 적층이 제대로 안되고, 붕 뜨게 된다.
- 노즐 직경은 보통 0.5mm를 사용한다.
- 레이어 두께는 보통 0.2mm로 한다.
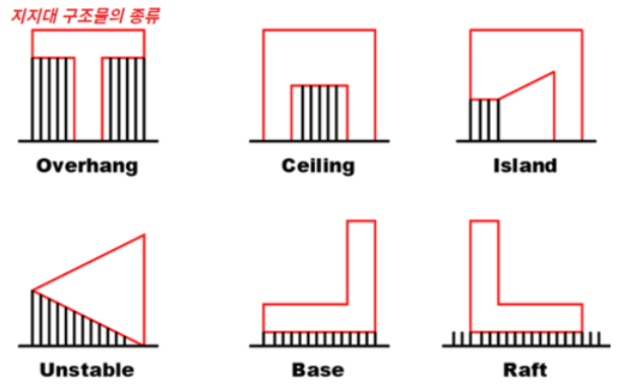
5. 3D모델링을 다음 그림과 같이 배치하여 출력할 때 안정적인 출력을 위해 가장 기본적으로 필요한 것은? (단, FDM 방식 3D 프린팅에서 출력한다고 가정한다.)

1) 서포터
2) 브림
3) 루프
4) 스커트
| 서포터 | 브림(BRIM) - 출력물 테두리에 붙어 있기 때문에, 출력완료 후 후처리를 해야한다. |
루프 | 스커트(SKIRT) - 제품 테두리 외곽에 영역을 나태내기 위해서 출력된다. |
 |
 |
 |
6. FDM 방식에서 출력물의 안정적인 안착 효과와 베드 접착성을 증대를 위한 설정으로 사용하는 기능이지만 소재 낭비 및 출력 시간이 증대되는 출력보조물은 무엇인가?
1) 라프트
2) 브림
3) 스커트
4) 서포트
| 라프트(RAFT) - 출력물 바닥에 우선 출력 후 제품이 출력되며, 손으로 쉽게 제거가 된다. |
브림(BRIM) - 출력물 테두리에 붙어 있기 때문에, 출력완료 후 후처리를 해야한다. |
스커트(SKIRT) - 제품 테두리 외곽에 영역을 나태내기 위해서 출력된다. |
서포트 |
 |
 |
 |
 |
7. 방진 마스크의 선정 기준으로 적합하지 않은 것은?
1) 배기 저항이 낮을 것
2) 흡기 저항이 낮을 것
3) 사용 면적이 클 것
4) 시야 확보가 넓을 것
- 흡기 : INPUT, 배기 : OUTPUT
8. 다음 G코드 중에 모달 그룹 01에 해당하지 않는 것은?
1) G00
2) G01
3) G02
4) G04
- G00(그룹01) : 급속이송
- G01(그룹01) : 압출이송
- G02(그룹01) : 시계방향(CW) 원호이동
- G04(그룹00) : 일시정지
<3D프린터운용기능사 필기 / 메카피아 / 노수황 / >P154
9. 개별 스캐닝 작업에서 얻어진 점 데이터들이 합쳐지는 과정을 무엇이라고 하는가?
1) 정합(Registration)
2) 병합(Merging)
3) 정렬(Alignment)
4) 노이즈 제거(Noise Removal)
- 정합(Registration) : 전체 데이터를 회전 이송하면서 같은 좌표계로 통일하는 과정
- 병합(Merging) : 정합을 통해서 중복되는 부분을 서로 합치는 과정
 P56 |
 P57 |
NCS학습모듈 / LM1903110203_제품+스캐닝
10. G-코드 명령어 중 좌표계 설정 용도로 사용하는 것은?
1) G90
2) G91
3) G92
4) G28
- G90 : 절대좌표, 절대좌표계 선택
- G91 : 상대좌표, 상대좌표계 선택
- G92 : 공작물 좌표계 설정, 프로그램에서 공작물(절대)좌표계 설정
- G28 : 기계 원점 복귀
11. 다음 중 비접촉식 스캐너의 종류가 아닌 것은?
1) CMM
2) 핸드 헬드
3) T.O.F
4) 레이저 스캐너
- CMM(Coordinate Measuring Machine)접촉식 3D 스캐너는 대상물의 표면과 직접 접촉하는 터치 프로브(Tourch Probe, 탐촉자)의 상대 이동 값으로 3차원의 데이터를 얻는 것을 의미하며 3축 머신에 Tracer Prove를 부착한 측정 방식의 접촉식 3차원 스캐너
12. 다음 좌표계 중 성격이 다른 하나는 무엇인가?
1) 증분 좌표계
2) 로컬 좌표계
3) 기계 좌표계
4) 공작물 좌표계
- 증분좌표계(상대)
- 로컬 좌표계(절대) : 임의의 위치를 원점으로 설정
- 기계 좌표계(절대)
- 공작물 좌표계(절대) : 공작물 위에 임의의 위치를 원점으로 설정
13. 다음의 M-코드 중에 ‘압출기 전원 ON’은 어느 것인가?
1) M1
2) M101
3) M104
4) M109
- M1 : 선택적 프로그램 정지(옵션 정지)
- M101 : 압출기 전원 ON
- M103 : 압출기 전원 OFF
- M104 : 압출기 온도 설정, Snnn으로 지정된 온도로 압출기의 온도 설정
(M104 S210 : 3D 프린터 압출기 온도를 210℃로 설정)
- M109 : 압출기 온도 설정 후 대기(설정 온도에 도달할 때까지 대기)
14. 출력 제품의 품질을 향상시키기 위해서 형상물을 분석하여 재배치하는 것을 무엇이라고 하는가?
1) 형상 설계
2) 형상 분석
3) 슬라이싱
4) 3D 설계
15. 3D 프린터에서 모델을 출력하기 전에 슬라이서에서 적층되는 과정을 사전에 확인해 볼 수 있는데 이것을 무엇이라 하는가?
1) 적층두께
2) 적층높이
3) 가상적층
4) 적층가공
16. 소재가 경화하면서 수축에 의해 뒤틀림이 발생하는 현상은?
1) Sagging
2) Warping
3) OverHang
4) Bridg
| Warping : 수축에 의한 뒤틀림 - 핫베드가 아닐경우 - 출력 환경의 온도가 낮을 경우 |
Sagging : 자중에 의한 처짐 - 서포트가 없을 경우 |
 |
 |
| https://www.simplify3d.com/support/print-quality-troubleshooting/warping/ | https://www.simplify3d.com/support/print-quality-troubleshooting/ |
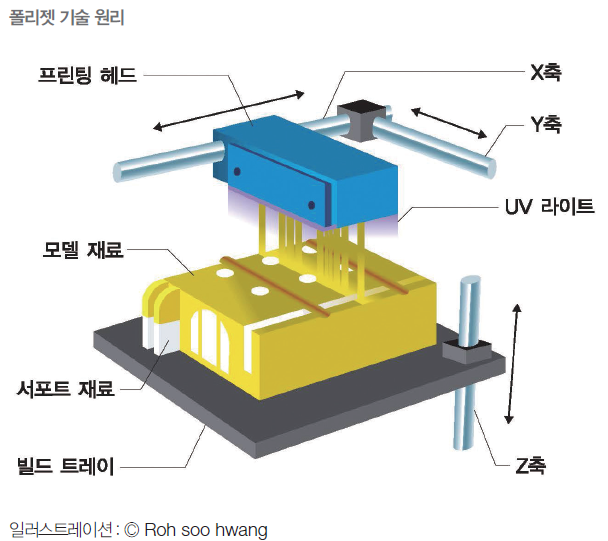
17. 용기 안에 담긴 액체 상태의 포토폴리머에 빛을 주사하여 선택적으로 경화시키는 3D프린팅 방식은?
1) 수조 광경화
2) 재료 분사
3) 재료 압출
4) 분말 융접
| 수조 광경화 | 재료 분사 | 재료 압출 | 분말 융접 |
| SLA, DLP | PolyJet, MJM, MJP | FDM | SLS, DMLS, EBM |
 |
 |
 |
 |
18. FDM 3D 프린터에서 ABS 소재의 적정 히팅 베드 온도로 가장 적절한 것은?
1) 히팅 베드가 필요 없음
2) 50℃ 이하 온도로 설정
3) 80℃ 이상 온도로 설정
4) 200℃ 이상 온도로 설정
- PLA 베드 온도 : 60 ℃
- ABS 베드 온도 : 80 ~ 110 ℃
19. 다음의 3D 프린팅 방식에서 출력물의 소재와 서포트의 소재가 서로 다른 공정은?
1) 수조광경화(Vat Photo Polymerization)
2) 접착제분사(Binder Jetting)
3) 분말융접(Powder Bed Fusion)
4) 재료분사(Material Jetting)
- 재료분사방식 : 모델을 만드는 재료가 있고, 서포트를 만드는 재료는 수용성재료를 사용한다.

-분말융접방식
https://www.youtube.com/watch?v=te9OaSZ0kf8&t=10s
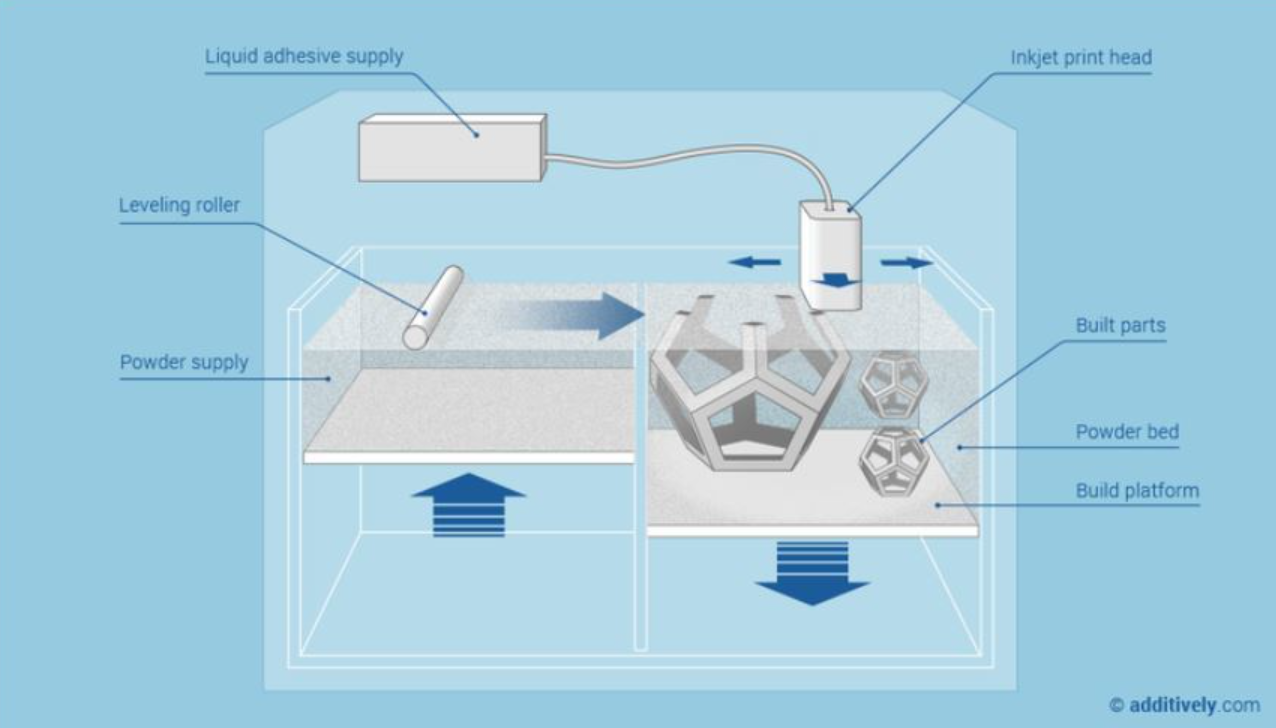
- 접착제분사방식 : Binder Jetting 방식은 1993년 미국 메사수체츠공과대학(MIT)에서 'Powder bead and inkjet head 3d printing'이라는 명칭으로 처음 개발된 기술로 잉크젯 헤드를 이용하여 액체상태의 바인딩물질(접착제)을 파우더 재료에 선택적으로 분서하여 한 층을 굳히면 한 층 아래로 내려가고, 새로운 파우더를 얇게 도포한 후 다시 바인딩물질을 분사하는 과정을 반복하면서 조형물을 적층하는 공정이다.
<프린팅 -> 파우더제거 -> 경화 과정을 거쳐야 한다. 파우더는 재사용이 가능하다. : 글쓴이>
https://www.youtube.com/watch?v=KvPeLfPyUVE
http://www.3dguru.co.kr/bbs/newsroom/9986
Binder Jetting (결합제분사방식)
Binder Jetting (결합제분사방식) 대표기술: CJP, Binder Jetting Binder Jetting방식은 1993년 미국 메사추세츠공과대학(MIT)에서 ‘powder bed and inkjet h...
www.3dguru.co.kr
Binder Jetting (결합제분사방식)
Binder Jetting (결합제분사방식) 대표기술: CJP, Binder Jetting Binder Jetting방식은 1993년 미국 메사추세츠공과대학(MIT)에서 ‘powder bed and inkjet h...
www.3dguru.co.kr
20. 모델이 조형되는 플랫폼을 가열하는 기능의 M코드는?
1) M135
2) M190
3) M109
4) M104
- M135 : 헤드의 온도 조작을 위한 PID제어의 온도 측정 및 출력 값 설정 시간간격을 지정하는 명령
- M190 : 베드(조형판)이 지정 온도가 될 때 까지 대기
(M190 S70 : 베드의 온도가 70℃가 될 때 까지 대기)
- M109 : 압출기 온도 설정 후 대기(설정 온도에 도달할 때까지 대기)
- M104 : 압출기 온도 설정, Snnn으로 지정된 온도로 압출기의 온도 설정
(M104 S210 : 3D 프린터 압출기 온도를 210℃로 설정)
21. KS 규격에서 가공 방법 기호 중 버핑에 해당하는 것은?
1) SH
2) FF
3) SPBF
4) SB
- SH : 세이퍼 가공(Shaper) https://m.blog.naver.com/PostView.naver?isHttpsRedirect=true&blogId=ezcmm&logNo=220241019168
- FF : 줄 다듬질(Filing)
- SPBF : 배럴연마가공(Barrel Finishing) https://www.youtube.com/watch?v=5hwAu1LpG5o
- SB : 블라스트 다듬질(Blasting)
22. 분말 융접 3차원 프린팅에서는 금속뿐만 아니라 다른 종류의 분말들도 이용한다. 분말 재료에 압력을 가해서 밀도를 높인 후 여기에 적절한 에너지를 가해서 분말의 표면을 녹여 결합시키는 공정을 통칭하여 무엇이라고 하는가?
1) 소성가공
2) 열가소성
3) 소결
4) 분말용융성
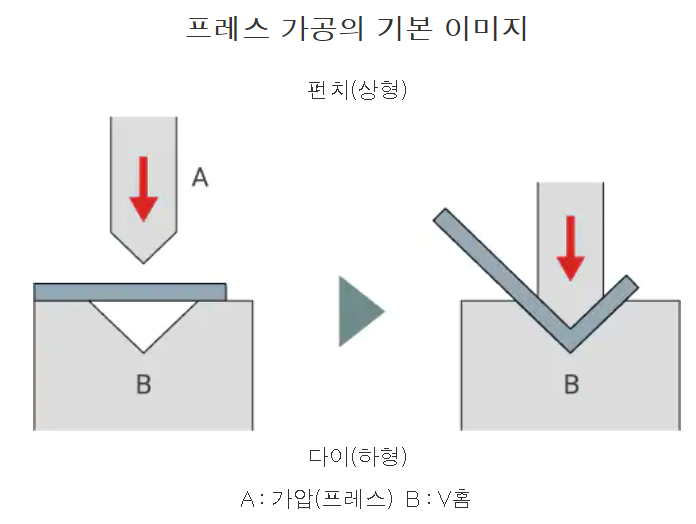
- 소성가공 : <판금에 주로 사용 ; 글쓴이>일반적으로 프레스 가공이라 불리며 가공물에 형을 대고 눌러서 원하는 형상을 만드는 기술입니다. 금속을 비롯한 고체는 일정한 힘에 의해 변형되면 원래대로 돌아가지 않는 성질(소성)이 있다는 점을 이용한 가공 방법입니다. 소성 가공은 주로 자동차 부품 등 강 재료의 가공에 이용됩니다. 선반에 의한 절삭과 달리 절삭분이 나오지 않으며 형으로 프레스하여 동일한 형상의 부품을 대량 생산할 수 있다는 점이 특징입니다
https://www.keyence.co.kr/ss/products/measure-sys/machining/plasticity/about.jsp
소성 가공이란 | 소성 가공 | 기계 가공 입문 | KOREA KEYENCE
가공기를 이용한 금속 가공에는 선반을 이용한 절삭 가공을 비롯하여 소성 가공, 용접 가공 등이 있습니다. 그 중 소성 가공은 일반적으로 프레스 가공이라 불리며 가공물에 형을 대고 눌러서
www.keyence.co.kr
- 열가고성(수지) : <FFF,FDM 방식의 필라멘트 재료 ; 글쓴이>열가소성 플라스틱(熱可塑性-, 영어: thermoplastic, thermosoftening plastic)은 열을 가했을 때 녹고, 온도를 충분히 낮추면 고체 상태로 되돌아가는 고분자이다. 다수의 열가소성 플라스틱은 약한 분자간 힘으로 상호작용하는 고분자 화합물에 의하여 생성된다. 열경화성 플라스틱과는 달리 열을 가하면 녹고 원래 상태로 돌아가므로 재활용이 가능하며, 대체적인 분자구조는 분자간 약한 상호작용만이 가능한 선형 구조이다.
유리 전이 온도와 그 이하의 용융점 위에서, 열 가소성 수지의 물리적 특성은 관련된 위상 변화 없이 급격하게 변화한다. 일부 열 가소성 플라스틱은 유리 전이 온도 이하로 완전히 결정되지 않으며, 일부 또는 전부를 균일하지 않은 특성을 유지합니다. 조도가 높은 플라스틱은 빛이 파장보다 큰 결정체로 강하게 분산되므로 광 피크가 필요할 때 사용한다. 무정형의 플라스틱과 반자성 플라스틱은 결정적인 구조가 결여되어 있기 때문에 화학적 침습성과 환경적 변형에 대한 저항력이 떨어진다.
이 플라스틱의 종류로는 폴리에틸렌, 폴리에틸렌 테레프탈레이트, 폴리염화비닐, 폴리염화비닐리덴, 폴리스티렌, 폴리프로필렌 등이 있다.
- 분말용융방식(SLM, SLS, DMLS)
SLM(Selective Laser Melting, 선택적 레이저 용융)방식은 금속 소재를 출력하는 3D프린터의 80% 이상이 사용하고 잇는 방식으로 높은 강도와 정밀도를 자랑합니다. 특히 다양한 금속 재료를 사용할 수 있기 때문에 자동차, 의료, 우주, 항공 등 여러 산업 분야에서 활발하게 기술을 적용해 나가고 있다.

https://www.sindohblog.com/1987
23. FDM 방식 보급형 3D 프린터의 출력에 대한 설명으로 가장 거리가 먼 것은?
1) 3차원 구조물이 출력이 되려면 모델의 벽두께는 0.5mm보다 얇으면 출력이 되지 않는다.
2) 3차원 모델의 면과 면 사이가 전부 막혀 있지 않은 상태라면 출력이 되지 않을 뿐만 아니라 오류 메시지가 표시된다.
3) 여러 개의 출력물을 한번에 출력하고 자 할 때에는 모델 사이에 0.1mm 이상의 공간을 두어서는 안된다.
4) 출력물 설계시 사용하는 3D프린터의 출력 범위에 맞게 설계하는 것이 좋다.
- <모델과 모델사이는 5mm 정도 사이를 띄워준다 ; 글쓴이 경험>
24. 노즐에서 재료를 토출하면서 가로 100mm, 세로 200mm 위치로 이동하라는 G코드 명령어에 해당하는 것은?
1) G1 X100 Y200
2) G0 X100 Y200
3) G1 A100 B200
4) G2 X100 Y200
- G0 x100 Y200 : 100,200으로 급속이동
25. 3D 엔지니어링 소프트웨어에서 3차원 형상의 표면뿐만 아니라 내부에 질량, 체적, 부피 값 등 여러 가지 정보가 존재할 수 있으며 점, 선, 면의 집합체로 되어 있는 것은?
1) 3차원 스케치
2) 솔리드 모델링
3) 서피스 모델링
4) 하이브리드 모델링
- 서피스 모델링 : 3차원 형상이고, 내부는 비어있기 때문에 물리적인 값을 구할 수는 없고, 솔리드로 변환이 가능하기도 하다.
26. FDM 방식 3D프린팅을 사용하여 한 변의 길이가 50mm인 정육면체 형상을 출력하기 위해 한 층의 높이 값을 0.25mm로 설정하여 슬라이싱하였다. 이때 생성된 전체 layer의 층수는?
1) 40개
2) 80개
3) 120개
4) 200개
- 50 / 0.25 = 200
27. 3D 모델링의 방식의 종류 중 넙스(NURBS)방식에 대한 설명으로 옳은 것은?
1) 삼각형을 기본 단위로 하여 모델링 할 수 있는 방식이다.
2) 폴리곤 방식에 비해 많은 계산이 필요하다.
3) 폴리곤 방식보다는 비교적 모델링 형상이 명확하지 않다.
4) 도형의 외곽선을 와이어프레임 만으로 나타낸 형상이다.
| 넙스(NURBs : Non-Uniform Rational B-spline) | 폴리곤(Polygon) |
 |
 |
https://jhj60718442.tistory.com/20
3D 모델링 폴리곤, 패치, 넙스의 차이점
1. 모델링 ▶0차원(점), 1차원(선), 2차원(면)을 이용해 가상의 3차원(공간)에 물체를 표현하는 방식을 모델링이라고 한다. 가상의 3차원 면은 메쉬(Mesh), 생성된 오브젝트(object)는 지오메트리(Geometry
jhj60718442.tistory.com
<섭디비전, 스컬핑과 같은 모델링 기법과 자세한 내용이 있으니 참고바랍니다.>
28. ABS 소재의 필라멘트를 사용하여 장시간 작업을 할 경우 주의해야할 사항은?
1) 융점이 기타 재질에 비해 매우 높으므로 냉방기를 가동하여 작업을 한다.
2) 옥수수 전분 기반 생분해성 재질이므로 특별히 주의해야할 사항은 없다.
3) 작업시 냄새가 심하므로 작업장 환기를 적절히 실시한다.
4) 물에 용해되는 재질이므로 수분이 닿지 않도록 주의해야 한다.
- <ABS 소재는 밀폐형 3D 프린터에 공기정화필터가 있는 장비를 사용해야 하며, 교육현장에서는 사용하기는 곤란할 수 있다. 사용해야 한다면 환기장치가 있는 시설에서 사용하길 권한다. 글쓴이>
- 옥수수전분 : PLA 소재
- 물에 용해되는 소재 : PVA 소재이며 FDM 방식 프린터에서 주로 사용한다.
(FFF방식은 한가지 재료로 모델과 서포트가 생성된다.)

https://ultimaker.com/ko/materials/pva
Ultimaker PVA 소재: 복잡한 프린트를 위한 수용성 서포트
자기 회전자와 조정가능한 속도 설정으로 정밀하게 설계된 후에 PVA를 용해시키기 위해 물을 추가하는 것은 무동작의 물에 비해 최대 4배 더 빠르게 지원하며, 최소한의 작동 시간으로 보다 빠른
ultimaker.com
29. 적정 온도를 지키지 않고 노즐 온도를 설정할 땐 노즐 막힘 현상, 필라멘트 끊김 현상이 일어날 수 있으니, 출력 시 노즐 온도 설정을 소재에 맞게 적정 온도로 설정하여야 한다. PLA의 적정 온도는 얼마인가?
1) 180~230℃
2) 220~250℃
3) 240~260℃
4) 250~305℃
| 소재 | 출력속도(mm/s) | 설정온도 | 비고 |
| PLA | 40 | 180 ~ 230 | <보통 210도로 설정:글쓴이> |
| ABS | 40 | 220 ~ 250 | |
| TPU | 30 | 210 ~ 230 | Flexible, 경도 약 95 |
| PVA | 40 | 220 ~ 230 | 수용성 서포트 |
| PET-G | 40 | 220 ~ 240 | 내오염성, 내화학성, 강화 |
소재직경은 대부분 직경 1.75mm를 사용한다.
30. 라프트(Raft) 값 설정과 관련이 없는 것은?
1) Base line width는 라프트의 맨 아래층 라인의 폭을 설정하는 옵션이다.
2) Line spacing은 라프트의 맨 아래층 라인의 간격을 설정하는 옵션이다.
3) Surface layer는 라프트의 맨 위층의 적층 횟수를 설정하는 옵션이다.
4) Infill speed 내부 채움시 속도를 별도로 지정하는 옵션이다.
- Infill speed는 모델내부를 채울 때 사용한다.

31. 다음 설명에 해당되는 코드는?
* 기계를 제어 및 조정해주는 코드
* 보조기능의 코드
* 프로그램을 제어하거나 기계의 보조장치들을 ON/OFF 해주는 역할
1) G코드
2) M코드
3) C코드
4) QR코드
- G코드 : G코드는 기계를 제어 구동시키는 명령 언어이다. 1950년대에 개발, 1960년대 후반에 미국 전자산업협회
에서 최초로 표준화한 공작 기계 제어용 코드이다. 표준화 이후 독일에서도 표준이 만들어지는 등 전세계 CNC 관련 기업들도 독립적으로 G코드를 자체 장비에 맞게 고쳐가면서 사용하였다.
주로 NC가공에서 쓰이지만 3D 프린터에서도 사용되는 코드이다. G코드는 제어 장치의 기능을 동작하기 위한 준비를 하기 때문에 준비 기능이라 불린다.
G코드 중에서도 지시된 블록에서만 유효한 1회 유효 지령(One Shot G Code)가 있고, 같은 그룹의 다른 G코드가 나올 때까지 다른 블록에서도 유효한 연속 유효 지령(Modal G Code)이 있다.
아래는 3D 프린터에서 사용되는 G코드의 종류이다. 제조사마다 사용되는 G코드와 설정이 다를 수 있으며, 이외에도 더 다양한 G코드의 종류들도 있다.
<3D프린터운용기능사 필기 / (주)메카피아 / 노수황>
32. 3D 프린터에서 사용하는 위치결정방식 중 ‘프린트 헤드 또는 플랫폼의 현재 위치를 기준으로 지정된 값만큼 이송하는 방식은?
1) 증분좌표
2) 로컬좌표
3) 공작물좌표
4) 절대좌표
- 로컬좌표 : 필요에 의해서 공작물 좌표계 내부에 또 다른 국부적인 좌표계가 요구될 때 사용된다. 로컬 좌표계는 각 공작물 좌표계를 기준으로 설정된다.
- 공작물좌표 : 3D 프린터의 제품이 만들어지는 공간 안에 임의의 점을 새로운 원점으로 설정하는 것이다. 공작물 좌
표계를 설정하면 하나의 공간에 여러 개의 제품을 동시에 만들 때, 각 제품마다 공작물 좌표계를 각각 설정하여 사용할 수 있다.
- 절대좌표 : 3D 프린터가 처음 구동되거나 초기화될 때 헤드가 항상 일정한 위치로 복귀하게 되는 기준점이 된다.
33. 출력보조물인 지지대(Support)에 대한 효과로 볼 수 없는 것은?
1) 출력 오차를 줄일 수 있다.
2) 지지대를 많이 사용할 시 후가공 시간이 단축된다.
3) 지지대를 출력물의 수축에 의한 뒤틀림이나 변형을 방지할 수 있다.
4) 진동이나 충격이 가해졌을 때 출력물의 이동이나 붕괴를 방지할 수 있다.
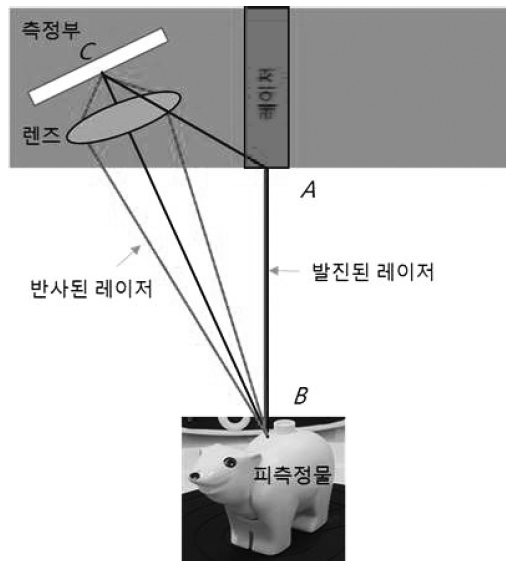
34. 광 패턴 방식 및 라인 레이저 방식의 스캐너에서 측정 대상물의 좌표를 구하는 방식은 어떤 원리를 응용한 것인가?
1) 삼각 측량법
2) 백색광
3) 광 패턴
4) 위상 간섭
- 삼각 측량 : 휴대용으로 용이한 스캐너
35. FDM 방식 3D 프린팅을 위한 설정값 중 레이어(layer) 두께에 대한 설명으로 틀린 것은?
1) 레이어 두께는 프린팅 품질을 좌우하는 핵심적인 치수이다.
2) 일반적으로 레이어 두께를 절반으로 줄이면 프린팅 시간은 2배로 늘어난다.
3) 레이어가 얇을수록 측면의 품질뿐만아니라 사선부의 표면이나 둥근 부분의 품질도 좋아진다.
4) 맨 처음 적층되는 레이어는 베드에 잘 부착되도록 가능한 얇게 설정하는 것이 좋다.
36. 출력용 파일의 오류 종류 중 실제 존재할수 없는 구조로 3D 프린팅, 부울 작업, 유체분석 등에 오류가 생길 수 있는 것은?
1) 반전 면
2) 오픈 메쉬
3) 클로즈 메쉬
4) 비(非)매니폴드 형상
- 비(非)매니폴드 형상
 |
 |
37. 다음 중 3D 프린터 출력물의 외형강도에 가장 크게 영향을 미치는 설정 값은?
1) Raft
2) Brim
3) Speed
4) Number of shells
| 라프트(RAFT) - 출력물 바닥에 우선 출력 후 제품이 출력되며, 손으로 쉽게 제거가 된다. |
BRIM - 출력물 테두리에 붙어 있기 때문에, 출력완료 후 후처리를 해야한다. |
외벽 두께 - 보통은 0.8mm로 되어 있지만, 강도를 높이기 위해 더 두껍게 사용하기도 한다. |
 |
 |
 |
38. 모델을 생성하는데 있어서 단면 곡선과 가이드 곡선이라는 2개의 스케치가 필요한 모델링은?
1) 돌출(extrude)모델
2) 필렛(fillet) 모델링
3) 쉘(shell) 모델링
4) 스윕(sweep) 모델링
돌출(Extrude) |
필렛(Fillet) |
쉘(Shell) |
스윕(Sweep) |
| 스케치 프로파일 또는 면에 깊이를 추가 | 각진 모서리를 둥글게 만들어주는 편집 명령 | 지정된 두께만큼만 외벽을 남기고, 내부를 제거하는 명령 | 경로를 따라 스케치 프로파일(단면) 또는 평면형면이 가면서 만들어지는 방식 |
39. 라인 타입 레이저 기반의 3차원 스캐닝 방식의 삼각 측량법은 어떤 법칙을 응용한 것인가?
1) 탄젠트 법칙
2) 코사인 법칙
3) 사인 법칙
4) 만유인력의 법칙
40. AMF(Additive Manufacturing File)파일의 특징이 아닌 것은?
1) XML에 기반해 STL의 단점을 다소 보완한 파일포맷이다.
2) 매 프레임에 하나의 파일이 필요하고 많은 용량이 필요하다.
3) STL 포맷은 표면 메시에 대한 정보만을 포함하지만, AMF 포맷은 색상, 질감과표면 윤곽이 반영된 면을 포함해
STL 포맷에 비해 곡면을 잘 표현할 수 있다.
4) 색상 단계를 포함하여 각 재료 체적의 색과 메시의 각 삼각형의 색상을 지정 할 수 있다.
- SLA, DLP 광경화방식은 하나의 프레임 마다 하나의 그림 파일이 필요하다.
41. 작업자가 감전 되었을 때, 가장 좋은 응급처치법은?
1) 빨리 감전자를 떼어 놓는다.
2) 병원에 신속하게 연락한다.
3) 전원을 내린 다음 감전자를 응급 치료한다.
4) 물을 붓고 감전자를 응급 치료한다.
42. 3 D프린팅은 3D 모델의 형상을 분석하여 모델의 이상유무와 형상을 고려하여 배치한다. 다음 그림과 같은 형태로 출력할 때 출력시간이 가장 긴 것은?(단, 아랫면이 베드에 부착되는 면이다.)
| 1) |  |
2) |  |
| 3) |  |
4) |  |
43. 직선보간 명령으로 현재 위치에서 지정된 위치까지 헤드나 플랫폼을 직선 이송하는 지령은?
1) G0
2) G1
3) G4
4) G28
- G0 : 원점 급속 이동
- G4 : 이송 정지
- G28 : 기계 원점 복귀
44. 모든 좌표값을 현재 좌표계의 원점에 대한 좌표값으로 설정하는 것으로 절대 좌표 설정은?
1) G21
2) G90
3) G91
4) G92
- G21 : 좌표값 단위를 mm로 지정
- G91 : 증분값 지령
- G92 : 공작물 좌표계로 설정
45. 다음의 M코드 중에서 조형을 하는 플랫폼을 가열하는 온도를 설정하는 코드는?
1) M106
2) M117
3) M104
4) M140
- M106 : 쿨링팬 전원 켜기, Snnn으로 지정된 값으로 쿨링팬 회전 속도 설정
(M106 S170 : 쿨링팬의 회전 속도를 최대 회전 속(255)의 2/3인 170으로 설정)
- M117 : LCD 화면상에 메시지 표시
- M104 : 압출기 온도 설정, Snnn으로 지정된 온도로 압출기의 온도 설정
(M104 S210 : 3D 프린터 압출기 온도를 210℃로 설정)
46. 스캔 데이터는 일반적으로 여러 번의 측정에 따른 점군 데이터를 서로 합친 최종 데이터로 이렇게 개별 스캐닝 작업에서 획득한 점 데이터들이 합쳐지는 과정을 무엇이라고 하는가?
1) 정합
2) 병합
3) 스무딩
4) 페어링
정합(registration) -> 병합(Merge)
47. 작업지시서에 포함되어야 하는 항목이 아닌 것은?
1) 제작 물품명
2) 제작 방법
3) 제작 기간
4) 제작 비용
- 작업지시서
1. 제작 개요
① 제작 물품명 : 제작할 물품명 표기
② 제작 방법 : 제작 방법에 대한 설명
③ 제작 기간 : 제작 기간 표시
④ 제작 수량 : 제작 수량 표기
2. 디자인 요구사항
① 모델링 방법 : 모델링 방법에 대한 상세한 설명 표기
② 제작시 주의 사항과 요구 사항 작성
③ 출력할 3D 프린터의 사양 및 출력 가능 범위를 확인
3. 정보 도출
전체 영역과 부분 영역, 각 부분의 길이, 두께, 각도에 대한 정보 도출
4. 도면 작성
① 정면도, 평면도, 우측면도, 등각투상도, 투시도 등을 작성한다.
② 각 도면에 대한 정확한 영역과 길이, 두께, 각도 등에 대한 정보 표기
48. 3D 프린터가 처음 구동되거나 초기화될 때 헤드가 항상 일정한 위치로 복귀하게 되는 기준점이 된다. 이 기준점을 좌표축의 원점으로 사용하는 좌표계를 무엇이라고 하는가?
1) 기계 좌표계
2) 공작물 좌표계
3) 로컬 좌표계
4) 원점 좌표계
- 기계 좌표계
- 공작물 좌표계 : 공작물 좌표계는 3D 프린터의 제품이 만들어지는 공간 안에 임의의 점을 새로운 원점으로 설정하는 것이다. 공작물 좌표계를 설정하면 하나의 공간에 여러 개의 제품을 동시에 만들 때, 각 제품마다 공작물 좌표계를 각각 설정하여 사용할 수 있다.
- 로컬 좌표계 : 필요에 의해서 공작물 좌표계 내부에 또 다른 국부적인 좌표계가 요구될 때 사용된다. 로컬 좌표계 각 공작물 좌표계를 기준으로 설정된다.
- 원점 좌표계
49. 파트를 모델링해 놓은 상태에서 조립품을 구성하는 방식을 무엇이라고 하는가?
1) 상향식
2) 하향식
3) 분할식
4) 조립식
- 상향식 : BOTTOM-UP, 부품을 만들어 조립품을 만드는 방식
<프로그램과 설계를 처음 접하는 초보자를 위한 방식;글쓴이>
- 하향식 : TOP-DOWN, 조립품 상태에서 부품을 만들어 파생시키는 방식
<프로그램과 설계를 어느 정도 할 수 있는 경험자를 위한 방식;글쓴이>
50. 화학물질용 개인보호장구 중 보호(안전)장갑 사용 전 고려해야 할 사항으로 올바르지 못한 것은?
1) 사용 전 반드시 마모되거나 구멍난 곳이 없는지 점검한다.
2) 장갑에 물을 넣어 구멍의 유무 상태를 관찰한다.
3) 유해화학물질과 접촉된 보호 장갑은 2차 오염을 유발할 수 있으므로 처리에 주의한다.
4) 침투율을 고려하여 적합한 재질의 보호 장갑을 선택한다.
51. 슬라이서에서 설정한 간격 및 라인 수만큼 압출하여 노즐 내부의 비정상 소재를 압출하는 기능으로 출력물 안착 효과는 없는 바닥보조물은?
1) 라프트
2) 서포트
3) 스커트
4) 브림
| 라프트(RAFT) - 출력물 바닥에 우선 출력 후 제품이 출력되며, 손으로 쉽게 제거가 된다. |
지지대(SUPPORT) | 스커트(SKIRT) - 제품 테두리 외곽에 영역을 나태내기 위해서 출력된다. |
브림(BRIM) - 출력물 테두리에 붙어 있기 때문에, 출력완료 후 후처리를 해야한다. |
 |
 |
 |
 |
52. 사람이 감전되어 갑자기 의식을 잃고 쓰러졌을 때 취해야 하는 응급처치로 가장 거리가 먼 것은?
1) 119에 연락해 도움을 요청한다.
2) 환자의 옷을 느슨하게 해주고 호흡을 확인한다.
3) 호흡이 정상이면 환자를 옆으로 눕히고 고개를 약간 뒤로 젖히면서 환자의 입이 지면을 향하도록 한다.
4) 신체를 흔들어 깨운다.
53. 다음의 치수 보조 기호는 무엇을 의미하는가?
□10
1) 지름 표시
2) 정사각형 표시
3) 두께 표시
4) 구의 지름 표시
- 지름표시 : Ø
- 두께 표시 : t (Thickness)
- 구의 지름 표시 : SØ (Sphere)
54. ME 방식에서 프린터 헤드 노즐에서 소재를 녹이는 열선의 온도를 지정하고 해당조건에 도달할 때까지 가열 혹은 냉각을 하면서 대기하는 명령은?
1) M104
2) M135
3) M109
4) M190
- M104 : 압출기 온도 설정, Snnn으로 지정된 온도로 압출기의 온도 설정
(M104 S210 : 3D 프린터 압출기 온도를 210℃로 설정)
- M135 : 헤드의 온도 조작을 위한 PID제어의 온도 측정 및 출력 값 설정 시간간격을 지정하는 명령
- M190 : 베드(조형판)이 지정 온도가 될 때 까지 대기
(M190 S70 : 베드의 온도가 70℃가 될 때 까지 대기)
55. 헤드의 온도 조작을 위한 PID 제어의 온도측정 및 출력 값 설정 시간 간격을 지정하는 명령은?
1) M106
2) M107
3) M117
4) M135
- M106 : 쿨링팬 전원 켜기, Snnn으로 지정된 값으로 쿨링팬 회전 속도 설정
(M106 S170 : 쿨링팬의 회전 속도를 최대 회전 속(255)의 2/3인 170으로 설정)
- M107 : 쿨링팬 전원 끄기
(M107 대신 ‘M106 S0’가 사용되기도 함)
- M117 : LCD 화면상에 메시지 표시
56. 다음의 M-코드의 명령어 중 챔버 온도 설정은?
1) M1
2) M17
3) M141
4) M300
- M1 : 선택적 프로그램 정지(옵션 정지)
- M17 : 모든 스테핑 모터에 전원 공급
- M300 : 소리 재생
출력 종료를 알려 주는 용도로 ‘삐’소리 재생
(M300 S250 P100 : 250Hz 주파수를 갖는 소리를 100 밀리초 동안 재생)
57. 슬라이싱 프로그램에서 출력물의 내부(속)을 채움 정도로 채움 밀도 설정값이 클수록 출력물이 단단해지지만 출력하는데 많은 시간이 걸리고 반대로 너무 채우지 않으면 출력물이 약해서 쉽게 파손된다. 이 기능은 무엇인가?
1) InFill
2) Layer thickness
3) Enable retraction
4) Shell thickness
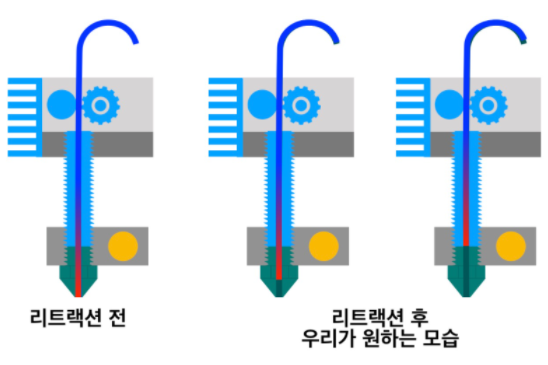
58. 출력 도중 압출되지 않아야 하는 구간을 이동시에 순간적으로 스테핑 모터가 압출기어를 반대 방향으로 역회전시켜 빠르게 뒤로 잡아당겨 불필요하게 흘러내리지 않도록 해주는 기능은 무엇인가?
1) 오토 레벨링
2) 스트링
3) 핫엔드
4) 리트랙션
59. ISO에서 규정하고 있는 적층제조(AM) 방식 중 석고나 수지, 세라믹 등 파우더 형태의 분말재료에 바인더(결합제)를 선택적으로 분사하여 경화시키는 기술 명칭은?
1) 광중합방식
2) 재료분사방식
3) 분말적층용융결합방식
4) 접착제분사방식
- 분말적층용융결합방식(Powder Bed Fusion,PBF) : 분말 재료 위에 고에너지 빔을 조사해 선택적으로 결합시키는 방식(SLS, SHS, DMLS)
| 소결방식 SLS (Selective Laser Sintering) |
접착제분사방식 | 광경화방식 SLA (Stereo Lithography Apparatus) |
재료분사방식 Material Jetting CJP (Color Jetting Printing) |
 |
 https://www.youtube.com/watch?v=KvPeLfPyUVE&t=2s |
 |
 https://youtu.be/oi0JEhGqTuU |
재료분사방식의 3D프린터
60. CAD에서 객체나 선을 일정한 간격으로 띄워 복사할 수 있는 간격띄우기 명령은 무엇인가?
1) Trim
2) Offset
3) Mirror
4) Scale
- Trim : (잘라내기) 교차된 선의 일부를 잘라낸다.
잘못된 부분이나 추가되어야 할 사항이 있으면 알려주시면 감사하겠습니다.
'자격증(국가,민간) > 3D프린터운용기능사' 카테고리의 다른 글
| 3D프린터운용기능사 필기 기출 2022년 2회(문제) (0) | 2023.01.27 |
|---|---|
| 3D프린터운용기능사 필기 기출 2022년 2회 문제풀이 (0) | 2023.01.26 |
| 3D프린터운용기능사 필기 기출문제 2020년 3회 (0) | 2022.03.27 |
| 3D프린터운용기능사 필기 기출문제 2020년 1회 문제풀이 (0) | 2022.03.12 |
| 3D프린터운용기능사 필기 기출문제 2020년 1회 (2) | 2022.03.11 |



